Advancements in Burner Technology
Eric Pratchard and Todd Grubb, Zeeco, Inc., USA, alongside Hector Ayala, Aloke Sarkar, and HS Lee, ExxonMobil Technology and Engineering Company, USA, consider the impact that advancements in ultra-low NOX burner technology could have on hydrogen firing and NOX emissions.
 ZEECO FREE JET® Gen 3 burner firing 100% hydrogen
ZEECO FREE JET® Gen 3 burner firing 100% hydrogen
Meeting worldwide net zero commitments requires significant decarbonisation of the oil and gas and other heavy industries. One way to achieve decarbonisation goals is using hydrogen as a process burner fuel at concentrations close to 100% by volume instead of hydrocarbon-based fuels. Current ultra-low NOX burners (ULNBs) and new burner designs can struggle with high hydrogen concentrations due to increased flashback risk and elevated costs for NOX emissions management, as hydrogen’s higher flame temperature leads to more adiabatic NOX production. As demand grows for better solutions with lower carbon and NOX emissions, the industry needs a ULNB suitable for 100% hydrogen firing while maintaining much lower NOX emissions – and one that is easy to retrofit into existing fired heaters to minimise the capital outlay required to decarbonise key refinery processes.
To meet that demand, Zeeco and ExxonMobil worked together to design, develop, test, and implement a new next-generation ULNB design that can fire 100% hydrogen in addition to a wide range of fuel gas compositions, while producing significantly lower NOX emissions without complicated or expensive additional control systems or emissions solutions. The new burner does not use external flue gas recirculation or lean-pre-mix technology and meets targets in both natural and forced draft systems with ambient or preheated combustion air.
The companies jointly conducted burner testing for both single and multi-burner configurations for a wide range of process conditions. Those test results showed good flame stability, performance, and emissions reduction, with flame dimensions similar to current-design ULNBs. ExxonMobil installed the new burners, named FREE JET Gen 3TM, in a process heater at its facility in Baytown, Texas, US. Early operational results were consistent with burner performance testing, and the burners are delivering emissions reduction and operational flexibility as expected.
Current emerging technologies and selective catalytic reduction (SCR) systems, considered possible alternatives to this new burner design, can be complex, expensive, and require additional protective systems or operational requirements.
Burning hydrocarbon-based fuel containing as much as 80% hydrogen cuts CO2 emissions in half. To achieve greater reductions in carbon, a higher concentration of hydrogen, likely close to 95%, is needed to achieve net zero emissions targets. Thus, to meet industry goals for decarbonisation, a process burner design must be commercially available that can safely and cost-effectively combust close to 100% hydrogen.
Most fired heaters and process furnaces today were designed for firing natural gas or refinery fuel gases that contain a high proportion of hydrocarbons plus hydrogen, inert gases, and traces of other compounds. Hydrogen content for typical refinery fuel gas may vary between 20 - 40%. When converting burners to fire high hydrogen, concentrations of 90 - 100% are needed and that changes the operating parameters of the burner, requiring adaptations to the design to ensure optimal burner and heater operation.
The flame speed of hydrogen is significantly higher than that of typical hydrocarbon fuels, resulting in faster combustion and increased heat release per unit volume. The flame speed of hydrogen combustion is approximately 1.7 m/s (5.6 ft/s), while the flame speed of natural gas is significantly slower at only 0.4 m/s (1.3 ft/s). Additionally, the stoichiometric adiabatic flame temperature of hydrogen (2182°C or 3960°F) is higher than natural gas (1937°C or 3520°F). Hydrogen’s high flame speed causes combustion to occur more rapidly than when firing natural gas. This rapid combustion process releases the combustion energy in a smaller volume, leading to localised elevated near-flame temperatures, which compound the effect of the inherently high adiabatic peak flame temperatures on NOX emission rates. Any region with elevated temperatures above 760°C (1370°F) is conducive to creating small amounts of NOX formation and at temperatures above 1100°C (2000°F), NOX increases exponentially.1
Current ULNBs will often produce 50% more NOX emission when switching fuels from low to high hydrogen. Local regulatory requirements for NOX emission limits are expected to continue increasing, regardless of hydrogen firing. Thus, the next-generation ULNB designs that are suitable for firing 100% hydrogen must also reduce NOX emission further than the current generation of ULNBs.
Current ULNB technologies
Process burner designs have improved over the decades, and various technologies have been deployed to lower NOX emissions with a primary focus on manipulating localised areas of the air/fuel mixture to create either fuel-rich or fuel-lean combustion zones to lower the peak flame temperature and reduce NOX formation. Air staging, fuel staging, internal flue gas recirculation (IFGR), and lean pre-mix have been the primary techniques for reducing NOX with currently available ULNBs. However, these techniques cannot meet the demands of high hydrogen firing while keeping NOX emissions within limits.
Emerging technologies have attempted to use combinations of these methods, and concepts such as ‘flameless combustion’ have shown some promise. However, these burner designs require complicated hardware, sophisticated controls, and protective systems to be added to the existing equipment. Additionally, these burners are typically limited to forced draft installations, making them unsuitable for most retrofits without significant investment because most fired heaters are natural draft. Some of these designs also use lean-pre-mix technologies, which can have potential flashback limitations when firing high hydrogen fuels, especially at the lower end of the burner heat release (i.e. at higher burner turndowns).
Installation of an SCR unit is an alternative means of addressing higher NOX emissions due to high hydrogen firing. An SCR is a post-combustion system installed in the flue gas duct downstream of the convection section. SCRs can reduce NOX emissions by up to 95%, but installing one is a significant capital expenditure with long-term operational challenges. Furthermore, the additional space requirement of an SCR can be challenging, especially when retrofitting existing equipment. Lastly, SCRs must be operated within the specified flue gas temperature and ammonia/urea injection rates to avoid deterioration of the catalyst bed and/or ammonia slippage to the atmosphere.
Advanced ULNB technology
Addressing these industry challenges requires a 100% hydrogen capable process burner without complicated controls, extra systems, or unique space and shape requirements. ExxonMobil and Zeeco collaborated on a new burner design capable of meeting the above requirements and transitioning from a variety of fuel blends to 100% hydrogen and vice versa. The resulting burner is a patent-pending design incorporating a new square burner tile configuration and an adaptation of proven ULNB technology to reduce NOX emissions significantly. The two companies worked together to design, performance test, and field test the design to verify it would safely and cost-effectively achieve performance and emission objectives.
Previous generations of the process burners using FREE JET theory had individual burner staged fuel tips with a single fuel port. This optimised the benefit of IFGR to lean the fuel mixture and, when combined with the round tile shape, produced a nearly universal lean fuel mixture composition along the burner firing ledge. Primary firing tips located along the inner diameter of the burner throat ensured burner stability, and the uniform flame temperature resulting from the fuel mixture has generated positive NOX performance for more than two decades.
The new square-tile burner design builds upon the well-established FREE JET concepts but also introduces a new way of staging fuel and air to reduce thermal NOX generation further. The new burner reduces the number of staged fuel tips but adds multiple ports to each tip that deliver fuel mixture along the tile surface. Fewer points of fuel introduction and the new square tile shape create non-uniform areas of rich and lean fuel mixtures. These non-uniform areas mean the primary tips that generate
higher levels of thermal NOX can be located in a lean fuel region to lower the combined flame temperature produced by the primary and staged fuel. The zone located between the primary tips has a more fuel-rich mixture that remains stable without the assistance of the primary tip.
The new square tile design results in single-digit NOX performance when firing typical refinery fuels, and maintains a strong performance even while firing 100% hydrogen. Stable, reliable, and practical performance across a wide variety of fuels means operators have the capability to fire 100% hydrogen, a wide variety of refinery/petrochemical fuel gas compositions, 100% natural gas, and large volumes of low BTU gas (LBG), and to switch back and forth among various fuels more easily. The burner is capable of a 5:1 turndown in heat release. Burner tile sizes are comparable to existing burners of similar heat release, and it utilises a single primary fuel gas connection to the burner to limit fuel gas piping modifications. This design does not require additional fuel, air controls, or protective systems. Figure 1 shows the new burner design installed in an operating unit that has operated for nearly a year.

Figure 1: New burners installed in an operating unit
This design does not use traditional lean-pre-mix methodology, eliminating burner flashback concerns. No external flue gas recirculation is required. Additionally, the burner can operate in either forced or natural draft modes and with ambient or preheated combustion air.
Figure 2 illustrates the NOX emission performance vs modern ULNBs. This new burner design provides about a 50% reduction in NOX emissions while delivering the capability to fire up to 100% hydrogen without sacrificing flame stability.
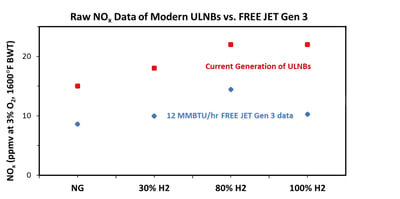
Figure 2: Burner test results of FREE JET Gen 3 NOx performance across a range of hydrogen fuel blends vs measured NOx of various current-generation UNLBs
Performance test results
The new burner design was rigorously tested in various operating conditions to verify its performance and evolve its design. The companies’ extensive development programme included single burner testing, multi-burner testing, ambient and preheated air, forced draft and natural draft applications; and firing of natural gas, typical blends of refinery/petrochemical fuel gas, 100% hydrogen, and LBG waste gases. Testing of the final design showed good performance and flame stability over a wide range of fuel gas compositions. Tables 1 - 4 summarise the burner test results for various conditions.




Figure 3 shows single burner testing at a range of hydrogen concentrations in the fuel blends. As can be seen from the images, the burner tested included a nozzle for LBG fuel firing (the large circular nozzle in the centre of the burner), but LBG was not in service when the photographs were taken.

Figure 3: Single burner testing showing various levels of hydrogen in natural gas
Test results show the burner is fully capable of firing 100% hydrogen and provides about a 50% reduction in NOX emission, with single-digit NOX emission performance on natural gas firing. Even at 100% hydrogen firing, NOX emission was close to single digits at approximately 10 ppm(v) in natural draft application and 9 ppm(v) in forced draft application, values corrected to 3% O2 dry. It was observed that NOX emission increases as hydrogen content increases in fuel gas, but peaks at about 80% hydrogen and then drops beyond that until 100% hydrogen firing, as evident in the Fuel C data in Figure 3. CO probing and O2 profiling verified that the flame length and width are comparable to current-generation ULNBs. CO tests verified the stability of the burners irrespective of fuel composition.
Multi-burner tests were performed to examine potential adverse effects of any flame-to-flame interactions on NOX emission and the impacts were found to be negligible. Since many older existing fired heaters have burners spaced tighter than API 560 recommendations, additional burner tests were conducted at burner spacing tighter than API 560 recommendations. NOX emission increase was less than 20% when burner spacing was reduced to 75% of the API 560 recommended spacing over a wide range of fuel firing, including 100% hydrogen.
Field test results
ExxonMobil installed 12 of Zeeco’s FREE JET Gen 3 burners in one of the vertical cylindrical heaters at its Baytown facility for field application in early 2024. The burners are forced draft, preheated air, suitable for natural draft ambient air operation as well, and have a design heat release of 9.8 million Btu/hr (LHV basis) each. The CO emission remained compliant even during commissioning without the need to adopt additional mitigation measures.
The CO emission stayed below a 50 ppm hourly rolling average even during startup operations. Field reports confirmed that all burners remained stable even at low firing rates and with excess oxygen as high as 10 vol% (wet). Preliminary emission testing was done with the burners firing between 60 - 75% of designed heat release, with a hydrogen concentration in the fuel gas ranging between 45 - 60%, and with combustion air temperature between 135 - 230°F. Measured NOX emissions when corrected to 3% O2 (dry) and 1600°F bridgewall temperature remained at or below 12 ppm. This matched the performance testing results.
Conclusion
In the coming years there will be demand for next-generation ULNBs fit for 100% hydrogen firing yet with much lower NOX emission. These burners need to be easy to retrofit into existing fired heaters, easy to install on new fired heaters, and need to have minimal hardware/control requirements.
This newly-developed next-generation ULNB meets industry’s demands and can make a facility hydrogen-ready today for the coming fuel changeover. The burner is suitable for both natural draft and forced draft applications, for both ambient air and preheated air, and can handle a wide range of fuel gas compositions, including 100% hydrogen – and has been proven in field installation. The burner maintains the performance and flame dimensions of current-generation ULNBs while significantly reducing NOX emission.
Notes
All references to % hydrogen content is in volume%.
ExxonMobil Technology and Engineering Company has numerous affiliates, many with names that include ExxonMobil, Exxon, Mobil, Esso, and XTO. For convenience and simplicity, those terms and terms such as “Corporation,” “company,” “our,” “we,” and “its” are sometimes used as abbreviated references to one or more specific affiliates or affiliate groups. Abbreviated references describing global or regional operational organisations, and global or regional business lines are also sometimes used for convenience and simplicity. Nothing contained herein is intended to override the corporate separateness of affiliated companies.
Reference
- ‘Technical Bulletin: Nitrogen Oxides (NOx), why and how they are controlled', US Environmental Protection Agency, (November 1999), https://www3.epa.gov/ttn/catc/dir1/fnoxdoc.pdf