
Zeeco is a world leader in thermal oxidizer solutions. For decades, our engineers have custom-designed thermal oxidizers for gas processing facilities, petrochemical plants, petroleum refineries, carbon fiber manufacturers, and electronics companies. Zeeco can supply a thermal oxidizer for any gas plant application, including amine treater acid gas, glycol dehydration (BTEX) off gas, and Sulfur Recovery Unit (SRU) tail gas.
Zeeco manufactures the world’s largest and most technologically advanced thermal oxidizers. In addition to these large-scale, custom-engineered solutions, Zeeco also offers standardized, off-the-shelf thermal oxidizer solutions. These thermal oxidizers are available on short notice for either purchase or rental.
Why do so many entrust their systems to Zeeco? We have more than 35 years of experience in the field and have developed a reputation for excellence in engineering, reliability, and integrity throughout the years. This excellence translates into proven, enduring results for our customers – and an opportunity for your company to benefit from our innovation and experience.
Oxidize and economize.
Flaring has long been used for the thermal destruction of continuous waste streams. However, many gas plant operations are burning millions of dollars per year on wasteful enrichment gas for their flare systems.
According to the U.S. EPA 40 CFR Part 60.18, “Flares shall be used only with the net heating value of the gas being combusted being 11.2 MJ/scm (300 Btu/scf) or greater if the flare is steam assisted or air assisted.” This requires open flame flaring technologies to utilize much greater levels of enrichment gas when compared to thermal oxidation technology in similar, continuous service.
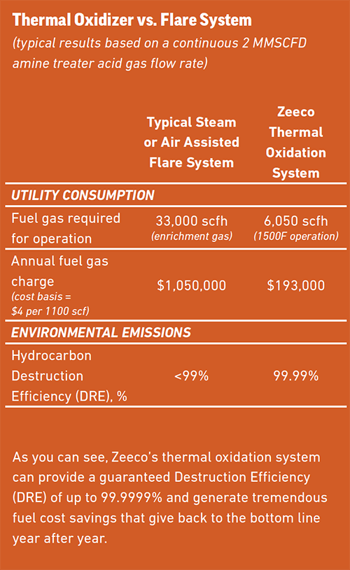
How does this translate to your bottom line? Look at this side-by-side comparison:
Typical Gas Processing Applications
- Amine Treater Acid Gas
- Glycol Dehydration System/BTEX Off Gas
- SRU Tail Gas
- Tank Vents
Proprietary Design Features
- Zeeco’s AR/GS-1 High-Energy pilot ignition system – can be successfully ignited and fired even when completely submerged underwater. While this is not a typical application for our pilot ignition system, it is reassuring to know you can depend on your Zeeco thermal oxidizer pilot to light every time, no matter the weather conditions.
- Full-color touchscreen interface (HMI) with built-in diagnostic capability
- Optional cellular telephone modem for remote monitoring and assistance
Performance Features
- Destruction Efficiency (DRE) up to 99.9999%
- NOX emissions ≤10 ppm (vd) at 2% oxygen level
- H2S emissions ≤ 5 ppm (vd) at 2% oxygen level
- NFPA-compliant Burner Management System (BMS)
Convenience Options
- Skid mounting available: No cumbersome field wiring or piping between the thermal oxidizer and fuel rack
- Off-the-shelf 30’ & 60’ standard stack heights available
- Rental option available
- Rush delivery available