Retrofitting low NOx burners into existing applications can be an economical solution to achieving low NOx emissions levels from existing fired equipment. Typically, low NOx burners require either External Flue Gas Recirculation (EFGR) or Selective Catalytic Reduction (SCR) to achieve NOx emissions of 9 ppmv and 50 ppmv of CO or less. Designing a low NOx burner footprint that fits into an existing burner cutout while properly operating within firing length limitations and meeting emission targets without EFGR has been an industry challenge. The Dow Chemical Company in Pittsburg, California, was faced with this challenge when their Dowtherm® Heater furnace was required to operate with less than 9ppmv NOx and 50 ppmv CO emissions. Zeeco supplied Dow with a patented next generation GLSF FREE JET Burner retrofit delivering a small mechanical footprint, a compact flame profile, and shorter flame lengths.
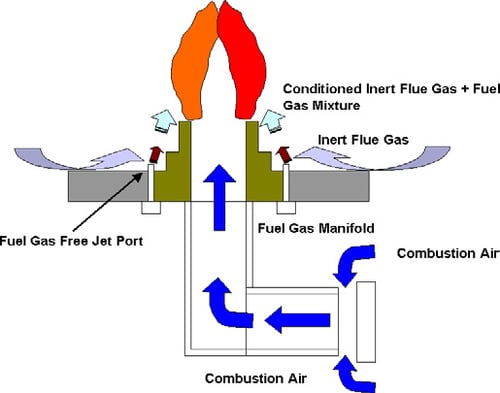
The Zeeco® Next Generation Ultra-Low NOx FREE JET Burner technology can produce NOx emissions of less than 9 ppmv without EFGR. The GLSF FREE JET Burner produces a flame profile with very limited flame-to-flame interaction for burner installations, while also achieving shorter flame lengths. The burner design utilizes the “FREE JET” mixing theory to maximize the amount of inert internal products of combustion (flue gas) mixed with the fuel gas in the combustion chamber to produce a reconditioned fuel mixture of gas and flue gas. The resulting mixture then burns in the combustion process with a lower adiabatic flame temperature and produces inherently lower NOx emissions.
A secondary industry concern for the end user operating company is the overall cost of ownership for next generation ultra-low NOx burners. Some designs in the marketplace have had higher maintenance costs versus conventional emission burners. Offsetting these costs is the reduced use of expensive EFGR or SCR systems to achieve the desired NOx reduction.
Zeeco will review the engineering details of the FREE JET burner used in the Dow application, how the design addresses both emissions and cost of ownership challenges, and discuss verified successful field results.
DESCRIPTION OF APPLICATION
The Dow Chemical Company in Pittsburg, California was faced with a challenging emissions application requiring less than 9 ppmv NOx emissions for their Dowtherm® Heater furnace. The furnace required a single burner designed to achieve a maximum heat release of 26 MM Btu/hr (6.55 MM Kcal/hr). The furnace was a vertical cylindrical-type design, with a two pass helical coil. Combustion air was supplied to the burner at ambient temperature via a forced draft supply system. At maximum duty, the combustion air system was designed to supply 3” H2O (76.2 mm H2O) air pressure to the burner. The furnace height was 21.6 ft (6,584 mm) with a furnace tube circle diameter of 9.5 ft (2,896 mm). The furnace volume was approximately 1,530 ft3 (43.3 m3) and was designed for a flue gas temperature of 1,700°F (926.7°C). The heat release per floor area was approximately 350,945 Btu/ft2 (994,964 Kcal/m2). Applications with the heat release per floor area above 350,000 Btu/ft2 are typically considered difficult since the temperature where most thermal NOx formation occurs is at or above 1,600°F.
Burner retrofits in applications where NOx emissions are required to 9 ppmv or less are challenging projects because they typically require either the use of External Flue Gas Recirculation (EFGR) or Selective Catalytic Reduction (SCR). Providing a next generation low NOx burner footprint that fits into the existing burner cutout is another concern. Next generation low NOx burner flame patterns or profiles that can operate properly within the firing length limitations have also proven to be an industry challenge. Zeeco’s GLSF FREE JET Burner was designed to use approximately 0.6lb steam/lb fuel gas injected into the air stream for increased NOx reduction if needed since EFGR was not planned for this application. The use of a small amount of steam was less expensive than reworking the furnace to add the approximately 25% to 35% EFGR, or an SCR system typically needed to achieve the required NOx emissions level.
CONCLUSION
The Dow Chemical Company in Pittsburg, California, installed a single Zeeco GLSF-16 FREE JET Burner to meet a less than 9 ppmv NOx emissions requirement for their Dowtherm® furnace. Applications requiring less than 9 ppmv are typically achieved using external flue gas recirculation (EFGR) or Selective Catalytic Reduction (SCR). However, for this retrofit project, Zeeco supplied Dow with patented Next Generation Ultra-Low NOx FREE JET Burner technology featuring a very small mechanical footprint, compact flame profile, and shorter flame lengths. Once installed in the field, the emissions were verified by a third party to be less than 6 ppmv NOx emissions with less than 3 ppmv CO emissions. The ability to meet the emissions requirements without the use of expensive External Flue Gas Recirculation (EFGR) or Selective Catalytic Reduction (SCR) systems was beneficial to Dow.
Download Technical Paper